
 English
English
English
English

Motor hole machining, rough machining D220 six teeth, D72 two teeth; finishing D220 four teeth, D72 two teeth, finishing single side margin 0.2mm, HSK100 tool holder
+ aluminum alloy tool body + μm level fine-tuning tool holder .
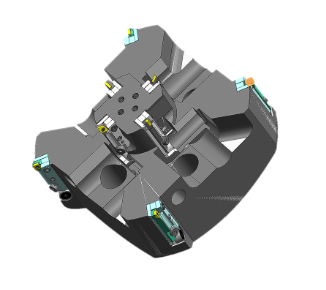
Processing difficulties
The tool diameter is large and the tool weight needs to be controlled
There is a root cleaning groove at the bottom of the D72 diameter hole
D72 cylindricity 0.008
D72 and D220 coaxiality 0.025
Roughness Ra0.8
D72 has holes
D220 Intermittent machining
processing method
High-strength aluminum alloy body to control overall tool weight
D72 non-standard PCD forming blade
D72 and D220 simultaneous finishing
μm-level precision boring tool holder accurately adjusts the runout of the blade and the diameter of the tool
Laser-cut PCD blade edge ensures perfect edge quality
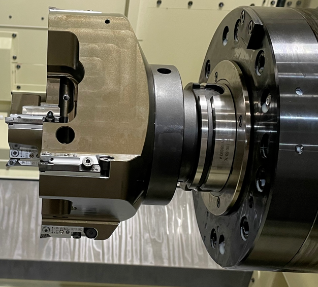
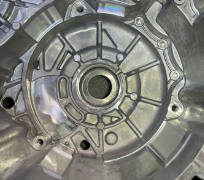
Processing examples
Part name: Motor housing
Part material: ADC12 cast aluminum alloy
Machine tool: Makino Horizontal Plus (HSK100 tool holder)
Cooling method: cooling inside the machine tool
Processing type: compound boring
Cutting parameters: vc=1660m/min, fz=0.1mm/r


Subscribe below to get regular updates from HengCheng!
search

Shanghai Hengcheng cemented carbide Co., Ltd
Room 1002, building 2, Huayi Plaza, 2020 Zhongshan West Road, Shanghai
Telephone: +86 21-6119 8069
General Manager:
market@hccarbide.com