
 English
English
English
English

Currently, there are two types of turbines in terms of broad categories.
One is a centrifugal turbine, such as a hydroelectric turbine or a car transformer.
The area around the shaft is not easily affected by heat, so it is a significant advantage that it can produce highly practical products even with metals that do not have high
heat resistance. On the other hand, due to low thermal efficiency, they are usually very large in order to obtain greater power, and have only been used in early jet aircraft.
The other is the axial flow turbine developed and put into practical use in Germany in the 1930s. It is mainly used in thermal power, atomic power generation, ship steam,
gas turbines, and aircraft jet engines. It has been widely used since the 1950s. It is large in power but small in size. Compared with the centrifugal type, it has the advantage
of fine control of power. On the other hand, high-temperature gas flows along the axis, which requires high-performance heat resistance of the metal. Therefore, it has the disadvantage of extremely short product life.
The growth of axial flow in recent years is also due to the advancement of heat-resistant alloys. The thermal efficiency continues to improve and the economy increases.
The axial flow engine is generally divided into two parts. It is divided into front and rear parts with the combustion chamber as the boundary. The front part uses compression heat and friction heat as important elements, and stainless steel can be used due to its heat resistance of about 500°C. The parts from the combustion chamber onwards are in direct contact with high-temperature combustion gases, so special heat-resistant alloys such as nichrome can be used that do not affect mechanical properties even if the temperature approaches 1,000°C. However, the requirement that the mechanical properties are not reduced under such high temperature conditions is usually quite difficult in processing.
In order to process parts made of metal into required shapes and sizes, it is very common to use cutting processing as a means. However, the hardness and strength of
cutting tool materials will deteriorate when the temperature approaches 500°C. If it is a general metal, it can be processed before the low-temperature hardness and strength
of the tool deteriorate. However, if it is a heat-resistant alloy whose performance will not be significantly reduced near 1000°C, the performance of a general-purpose tool
material will not meet the requirements.
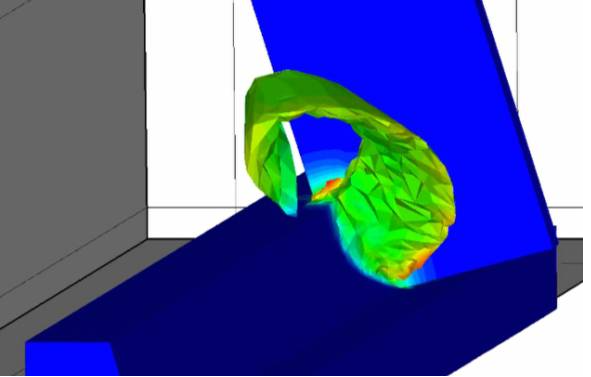
The picture below is a simulation diagram of Inconel heat-resistant alloy and a picture of actual chips. The red part is the resistance caused by deformation and the
work-hardened part. In addition, as can be seen from the photo on the right, vibration caused by shear deformation also often occurs. The material "HC1135" that will not
break under such large stress conditions was developed by Hengcheng.
The pictures below are simulated images of nickel-based alloys and photos of actual cutting. The reddish part of the image is the larger part of cutting resistance and work
hardening caused by cutting deformation. As shown in the photo on the right, you can see that the traces left by the vibration are very obvious. The material that has not
suffered chipping in such a very cruel cutting environment is the HC1135 material developed by Hengcheng Company.
Tool materials with strong chipping resistance are very difficult to process at high processing temperatures due to the low melting point of the bonding material. HC1135 canimprove this problem and make high-performance processing possible.
PVD coatings that ensure tool stability and promote the occurrence of compressive stress show advantages. However, previous PVD coatings are prone to oxidation reactions
and peeling at around 750°C, resulting in reduced performance. Hengcheng has developed HCGA-MANO, which can increase the oxidation start temperature of PVD coating to 1,100°C, achieving high stability even when processing heat-resistant alloys.
The cross section of the chip removed by the tool is shown in the figure below. There are parts with extremely narrow width and parts with extremely wide width. In other
words, the thin part of the chip requires low resistance and sharpness, and the part of the thick chip requires chip resistance.
In response to the needs of such various parts, Hengcheng has developed chip breakers that continuously change in shape to ensure that the material and coating
performance of the tool are improved and the processing becomes stable.
Subscribe below to get regular updates from HengCheng!
search

Shanghai Hengcheng cemented carbide Co., Ltd
Room 1002, building 2, Huayi Plaza, 2020 Zhongshan West Road, Shanghai
Telephone: +86 21-6119 8069
General Manager:
market@hccarbide.com